專業風管制造商
10年專注風管行業 上市企業指定供應商 認證安裝團隊

掃一掃聯系我們
24小時服務熱線:
13989378808

劉經理:13989378808
劉工:18957861389
傳 真:0574-8803909
網 址:vgzo.cn
地 址:浙江省寧波市鎮海區澥浦鎮廣源路318號
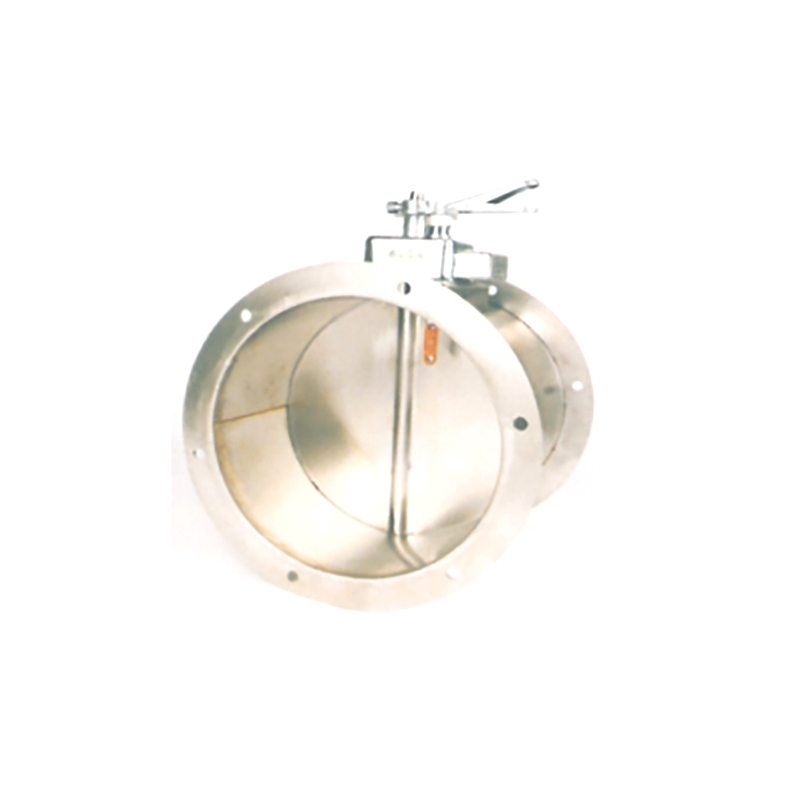
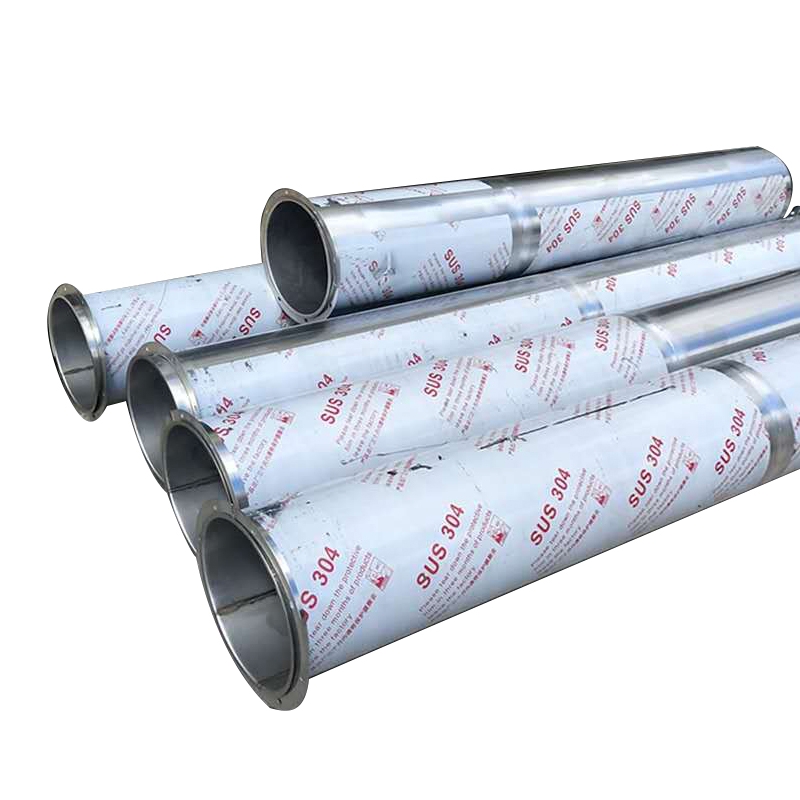
不銹鋼鍍鋅風管在加工廠及其工業化生產上都能夠看到焊接風管,焊接風管也稱焊接鋼管,是用厚鋼板或熱軋帶鋼歷經打卷成形后焊接做成的無縫鋼管,一般定尺6米。焊接風管生產工藝流程簡易,生產制造高效率,種類規格型號多,機器設備項目投資少,但一般抗壓強度小于無縫管。
1、焊接前提前準備
(1)依據板厚方式,采用機械加工制造、低溫等離子孤激光切割或碳弧氣刨等方式 開料生產加工坡口,為了更好地防止濺出金屬材料損害,在應用碳弧氣刨和開坡口和手工制作電孤焊接時,應在坡口兩邊涂上生石灰粉。
(2)坡口方式宜采用V形坡口,要采用較小的焊接電流量,那樣能夠避免不銹鋼板造成晶間腐蝕。
(3)為了更好地達到連接頭具備同樣的特性,應遵循“等成份”標準來挑選焊接原材料,與此同時要留意焊接風管連接頭中的金相組織不可以過多,那樣是為了更好地提高連接頭耐熱裂痕和晶間腐蝕工作能力。
(4)應采用嚴苛的精準定位焊,遵循“短而厚”、“焊接不熔透”的標準。
2、焊接技術標準
(1)手工電弧焊時悍機應采用直流電接反,氬弧焊機時要采用直流電正接。
(2)在焊接風管焊接以前,應當將焊條用不銹鋼線清掉表面的氧化皮,再用甲苯清理,隨后開展烘干處理,隨取隨時使用。
(3)內搭焊時焊接薄厚應盡可能薄,那樣有利于與根處焊接優良;收弧時要成緩坡形,若有收弧縮松,運用角磨機磨去。務必在坡口內引弧熄弧,熄弧時應鋪滿弧坑,避免弧坑裂痕。
(4)為了更好地避免滲碳體進行析出敏化及晶間腐蝕,應嚴控固層溫度和焊后制冷速率,因此 規定焊接時層間溫控在60℃下列。
(5)在焊接時盡可能應用氬弧焊機搖把技術性,該技術性能非常好的操縱焊層表面色調及其成型,焊接實際效果較為理想化。
螺旋式焊接風管風管應防止在風管焊接以及邊沿的地區打孔。隨后便是焊接后,應留意消除焊接處的爐渣,并且用不繡鋼刷或銅線刷一下出金屬材料的光澤度,再用酸洗膏開展磷化處理,再用開水清理整潔。